





Avanzamenti e caratteristiche principali della tecnologia di stampaggio FFX
(1) La macchina formatrice FFX può produrre tubi saldati con qualità di acciaio superiore, pareti più sottili e più spesse. Poiché la deformazione di FFXmacchina per la fabbricazione di tubi ERWLa tecnologia di formatura si basa principalmente su rulli orizzontali e i rulli verticali nella fase di formatura post-sgrossatura non hanno bisogno di utilizzare rulli interni per controllare la deformazione, la struttura dell'attrezzatura ha le caratteristiche sia di morbidezza che di rigidità ed è facile ottenere elevata resistenza e rigidità elevate e può stabilizzare Produrre tubi saldati di alta qualità superiori a 219 mm, D/t=10 ~ 100 e grado di acciaio fino a P110.


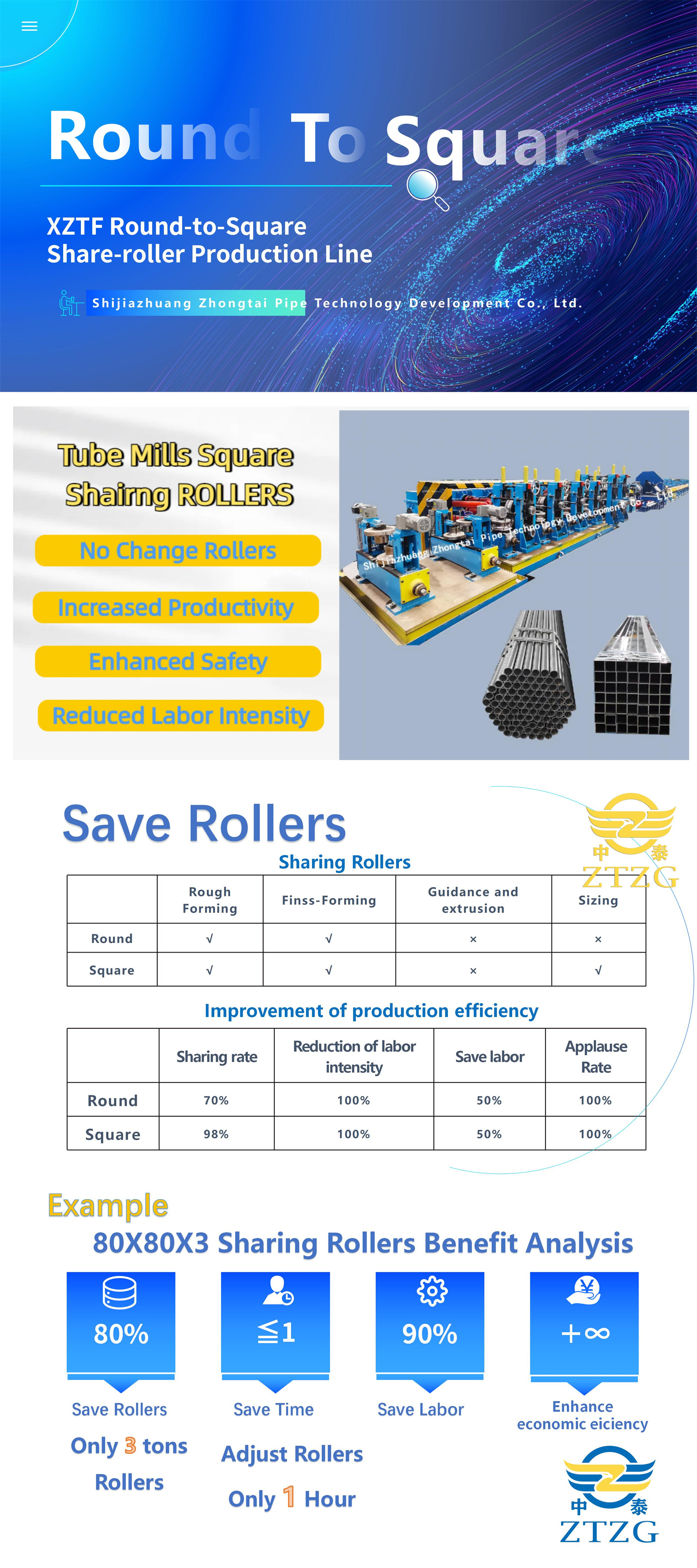
(2) Rulli orizzontali e rulli verticali della sezione di formatura FFX in unmacchina per la fabbricazione di tubisono completamente condivisi. Nella tecnologia di formatura FFX, la forma del rullo evolvente e il metodo di piegatura roll-to-roll sono combinati organicamente, in modo che i rulli orizzontali e verticali possano essere completamente condivisi. Ad esempio, la sezione di formatura di tubi a rulli ZTF di terza generazione in unlaminatoio per tubi, sviluppato da ZTZG, necessita solo di un set di rulli condiviso per la sgrossatura. Ciò riduce il costo dei rulli e ne semplifica l'uso e la gestione.
(3) La distribuzione della deformazione è ragionevole e il processo di stampaggio è stabile. Nella fase di formatura grezza di unlaminatoio per tubiIl metodo a grande deformazione adotta principalmente rulli orizzontali, in modo che la curvatura del lato del tubo aperto sia simile a quella del tubo saldato finito e la deformazione della formatura fine sia ridotta. Questa distribuzione razionale della deformazione rende la formatura stabile e supera gli svantaggi della profilatura a rulli in fila. Il pericolo nascosto di difetti nei tubi saldati è causato dalla distribuzione irragionevole della deformazione nei tubi più vecchi.mulini a tubi.
(4) Il metodo di formatura a piegatura continua, utilizzato in unlaminatoio per tubi, viene adottato per creare le migliori condizioni per la saldatura ad alta frequenza. La tecnologia di formatura FFX, implementata in unmacchina per la fabbricazione di tubi, adotta il metodo di formatura a piegatura continua e sfrutta appieno le rispettive caratteristiche di formatura dei rulli orizzontali e verticali. Ciò garantisce che non vi siano zone morte di deformazione nella sezione della striscia e, cosa ancora più importante, supera efficacemente la deformazione causata dalle variazioni di spessore e resistenza della striscia. La riduzione al minimo del recupero elastico migliora la precisione e la stabilità dello stampaggio all'interno dellaminatoio per tubiDopo la formatura grossolana nellaminatoio per tubi, il bordo della striscia di acciaio è completamente deformato plasticamente e la curvatura del bordo del tubo aperto è molto vicina a quella del tubo finito. La deformazione durante la formatura fine è minima, garantendo il mantenimento della forma del tubo aperto dopo la formatura grezza, creando condizioni ottimali per la saldatura ad alta frequenza all'interno dellaminatoio per tubi.
(5) Migliora la qualità del tubo saldato prodotto da unlaminatoio per tubiRispetto alla tradizionale tecnologia di profilatura a rulli, la tecnologia di profilatura FFX, implementata in unmacchina per la fabbricazione di tubi, migliora inoltre la qualità del tubo saldato nei due aspetti seguenti: in primo luogo, dopo la formatura grezza all'interno del laminatoio per tubi, poiché la curvatura del bordo del tubo aperto è molto vicina al corpo del tubo finito, il disallineamento dei rulli di estrusione durante la fase di finitura è ridotto al minimo, anche per tubi saldati ad alta resistenza e con pareti spesse. Dopo la formatura fine all'interno dellaminatoio per tubi, i due lati del bordo della striscia sono giunti di testa essenzialmente paralleli (non a V positiva o a V rovesciata). Sulle superfici interna ed esterna del tubo saldato si formano bave uniformi, che favoriscono la raschiatura delle bave stesse. Allo stesso tempo, è possibile utilizzare un angolo di saldatura a V più ampio davanti alla saldatrice ad alta frequenza, prevenendo efficacemente difetti di saldatura come le macchie grigie. In secondo luogo, grazie al metodo di formatura continua della flangia impiegato nellaminatoio per tubiGrazie all'esclusivo design a passaggio di laminazione, ogni parte della sezione di acciaio in nastri subisce al massimo una deformazione durante la fase di sgrossatura. La transizione di deformazione è ben collegata, impedendo che singole aree vengano deformate ripetutamente e riducendo al minimo l'assottigliamento locale dovuto alla pressione di laminazione. Pertanto, la deformazione è uniforme, lo stress interno è basso e la qualità interna complessiva del tubo saldato prodotto dal processolaminatoio per tubiè migliorato.
Riassumendo, la nostra tecnologia di formatura dei tubi ZTF-IV ERW, implementata all'interno di unlaminatoio per tubi, combina i numerosi vantaggi dei metodi tradizionali di profilatura a rulli e di profilatura a fiori, dimostrando un progresso significativo. ZTZG ha prodotto diverse linee di produzione di tubi saldati ZTF per diverse aziende. Tra queste, Tangshan Wenfeng Qiyuan Steel ha progettato e prodotto la linea di produzione di profilatura automatica FFX di quarta generazione all'interno del propriolaminatoio per tubi, che incorpora il controllo computerizzato, a significare che i concetti innovativi di ZTZG sono entrati in una nuova fase. La nostra tecnologia di formatura flessibile ZTF (FFX), utilizzata inmacchine per la fabbricazione di tubi, continuerà a migliorare ed evolversi attraverso l'uso continuo all'interno dellaminatoio per tubiambiente.
Data di pubblicazione: 04-02-2023




